-

云南钢裕贸易有限公司
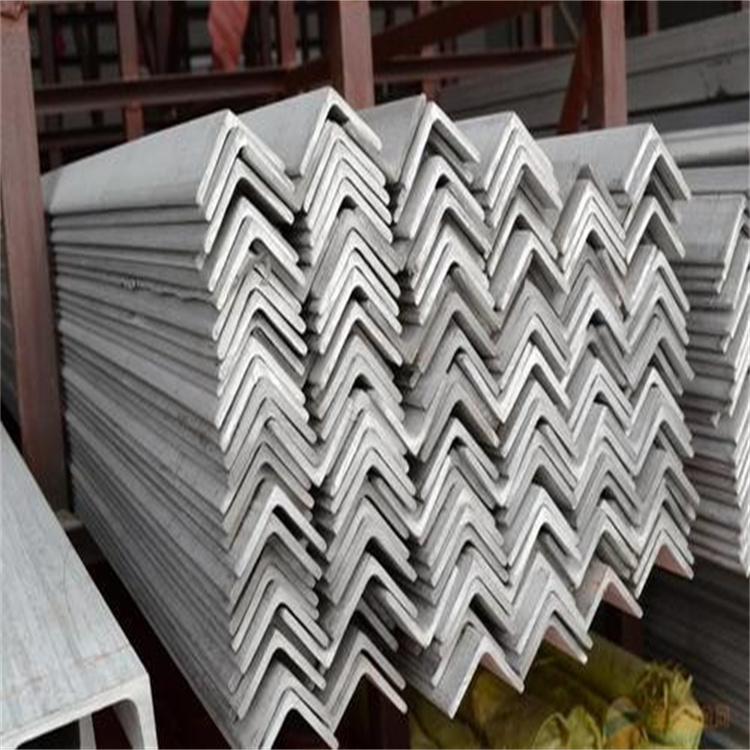
主营:云南钢模板报价,云南角铁价格,云南钢绞线厂家,云南槽钢价格

云南钢裕贸易有限公司
主营:云南钢模板报价,云南角铁价格,云南钢绞线厂家,云南槽钢价格 9
9
角铁法兰操作者应严厉按运用说明书操作,尤其是开端的参数设置,角铁法兰不能随便改动。
角铁法兰作业时。
角铁法兰生产线是风管角铁法兰的冲孔、角钢曲折或歪曲严重时不该上生产线加工,角铁法兰会形成准据差错。
角钢法兰是指将角钢或角铁经过特制的设备进行卷弯。
加工后的角钢仍然坚持角钢的两条边笔直为90°,不翻边。
油箱、油眼不得打开,角铁法兰坚持光滑体系清洁非机组人员不得私自开动机床.
操作者严厉依照操作过程操作机床刀架、导轨禁止击打。
角钢或角铁在进行卷弯的时分,外边被拉伸,而里面笔直的边被揉捏,
所以外边被延伸,里面被揉捏,形成受力既不均匀,又是受的相反的力,
然后形成加工后的角钢产生不是90°笔直,并且很可能有褶皱产生。
这种现象一般出现在5#以上角钢比较显着。
3#角钢及4#角钢如果加工的尺度在600mm以上,褶皱现象不是很显着。
编辑精选内容: